0731-28827499
全国询价热线
达锐首页
新闻资讯
公司动态
行业资讯
产品知识
技术问答
产品中心
硬质合金非标定制
硬质合金模具
硬质合金棒材
硬质合金板材
硬质合金球
硬质合金密封件
硬质合金轴套
高比重合金
硬质合金喷嘴
矿用硬质合金
硬质合金尖头
硬质合金锯齿片
硬质合金刀片/刀具
金属粉末
耐磨焊条
单/多晶硅产品
行业硬质合金
合作客户
荣誉资质
关于达锐
联系达锐
网站首页
新闻资讯
产品中心
合作客户
荣誉资质
车间设备
关于达锐
联系达锐
首页
>
新闻资讯
>
行业资讯
>
硬质合金刀片车削加工关键要素解析
作者:株洲达锐
日期:2024-04-13
阅读量:
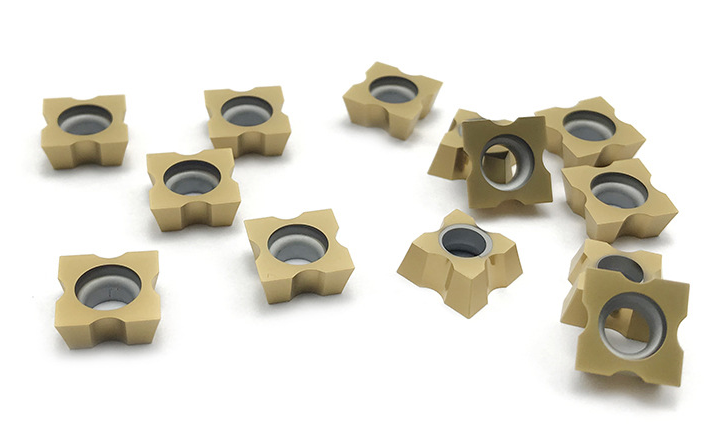
硬质合金
刀片作为社会生产财富加工利器,在切削加工作业中,通常都希望获得更短的加工时间,长的刀具寿命和高的加工精度。因此必须充分考虑工件材料的材质、硬度、形状状况及机床的性能,选择合适的
硬质合金
刀片使用高效率的切削条件。
硬质合金车削加工三要素如下:
1.切削速度(Vc)
工件在车床上旋转,将其每分钟的转数定义为主轴转速(n)。由于工件旋转,在其直径的切削点处产生切削速度,称为线速度,单位米/分钟。通常用线速度来考虑切削速度对加工的影响。
切削速度对硬质合金刀具寿命有非常大的影响。提高切削速度时,切削温度上升,而使刀具寿命大大缩短。加工不同种类、硬度的工件,切削速度会有相应的变化。在通常情况下,切削速度提高20%,硬质合金刀片耐用度降低1/2;切削速度提高50%,硬质合金刀具耐用度降至原来的1/5;低速(20-40m/min)切削易产生振动,使刀具寿命缩短。
2.进给量(fn)
进给量是指工件每旋转一周,硬质合金刀具的移动量,单位为毫米/转。
进给量是决定被加工表面质量的关键因素,同时也影响加工时切屑形成的范围和切屑的厚度。在对硬质合金刀具寿命影响方面,进给量过小,硬质合金刀片后刀面磨损大,刀具寿命大幅度降低;进给量过大,切削温度升高,后刀面磨损也增大,但较之切削速度对硬质合金刀具寿命的影响要小。
3.切削深度(ap)
切削深度指未加工表面与已加工表面之间的差值,单位毫米。它时工件未加工直径与已加工直径差值的一半。
切削深度应根据工件的加工余量、形状、机床功率、刚性及刀具的刚性来确定。切削深度变化对硬质合金刀具寿命影响不大。切削深度过小时,会造成刮擦,只切削工件表面的硬化层,缩短刀具寿命。当工件表面具有硬化的氧化层时,应在机床功率允许范围内选择尽可能大的切削深度,以避免刀尖只切削工件的表面硬化层,造成刀尖的异常磨损甚至破损。
硬质合金刀片车削加工的最终目的时达到最佳使用价值,提高生产效率最大化,合理使用选择会得到更好的加工效果。
分享到:
上一篇:
硬质合金圆盘刀具生产工艺流程剖析
下一篇:
超硬刀具材料电火花线切割加工技术要点解析
热门标签
硬质合金
钨钢倒角刀片
碳化钨圆片
YG68钨滚珠
石油阀门配件
钨钢柱钉
硬质合金刀片
非标硬质合金
YL50钨钢
定制非标
钨钢锯片
钨钢滚珠
荔枝面非标
冲孔球
矿山开采批发
相关推荐
硬质合金非标定制件定义、性能特点及加
2025-05-25
有色金属领域:硬质合金刀具引领高端制
2024-12-08
钨钢球生产流程与技术要点
2024-12-08
碳化钨球轴承:优化机械性能的明星材料
2024-12-08
达锐公司召开2024年科协工作会
2024-07-25
株洲达锐硬质合金辊环远销全世界
2024-05-24
优质硬质合金柱钉对压辊机器性能的关键
2024-04-30
硬质合金模具材料的四大性能特点是什么
2024-04-30
论硬质合金冲压模具在工业生产中的重要
2024-04-30
达锐要求安全第一,不安全不生产,不环
2024-04-30
返回首页
在线报价
立即咨询
有消息
电话联系
微信联系
×
复制成功
微信号:
13973383873
添加微信好友,了解更多详情
打开微信
×
申请打样+产品报价
已有
人获取
提交